SERVICES
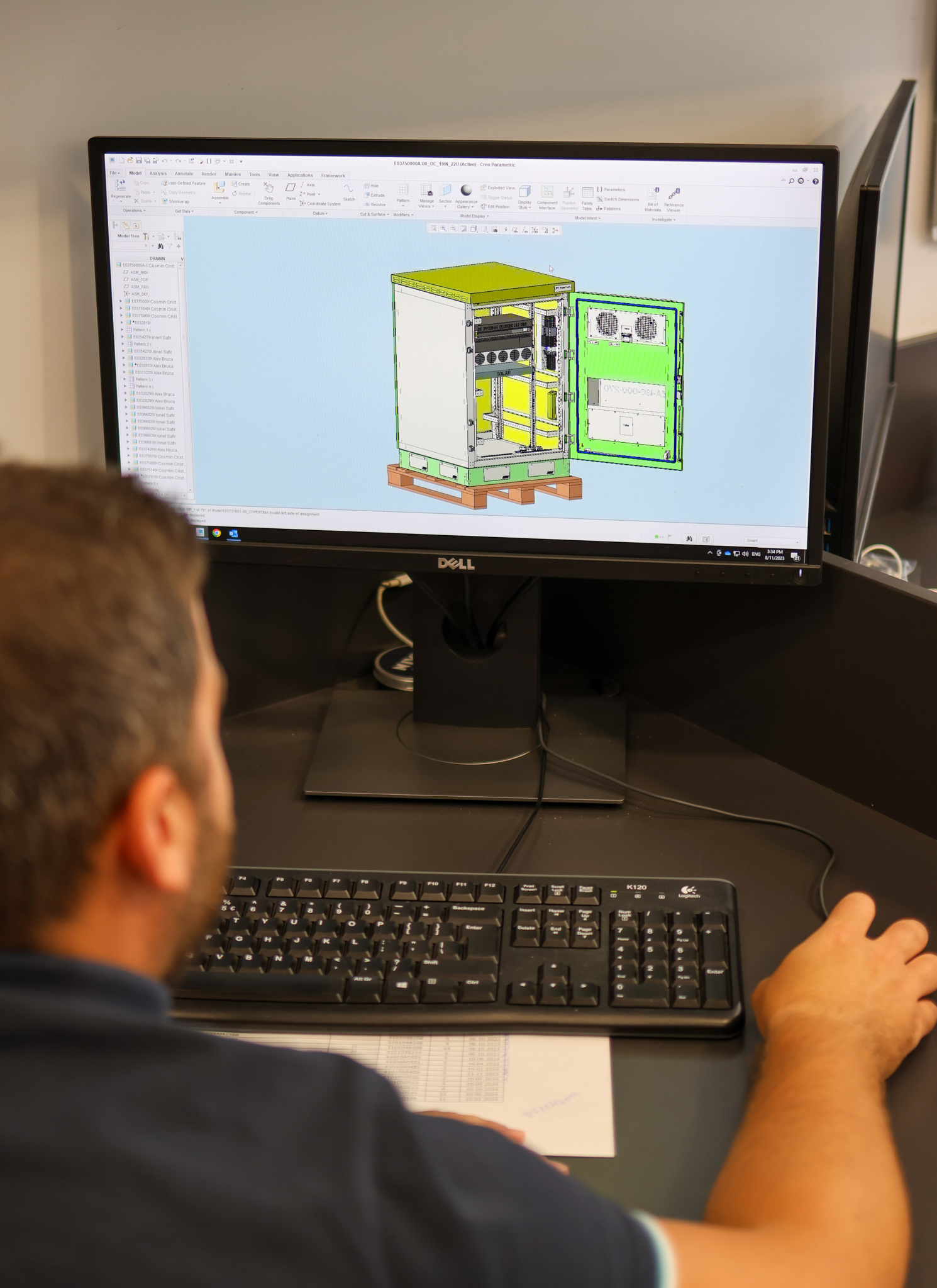
Design and Engineering
It all starts with the development of the solutions for which we're using CREO 3D Software. Our design engineers perform DFMEA in order to eliminate what could go wrong before releasing the design for processing. Optimising the cost of the cabinets by keeping the same functionality is on of the key targets. The design is processed for CNC machining using LANTEK Software for Punching and Laser Cutting. Before releasing the manufacturing orders, PFMEA is performed by the Engineering Department as a measure to eliminate all possible failure modes. All the documentation is managed from the Engineering Department for the Shopfloor directly on the local computers, eliminating the printing on paper process for the whole manufacturing flow.

Punching and Laser Cutting
We have three punching machines: AMADA, GOITI, DANOBAT. All of them able to process thickess from 0.5mm to 3mm and metal sheet dimmensions Lxl = 1250x2500 mm The LASER Cutting machines are from TRUMPF, german leading manufacturer for all types of industrial machines. The lasers are able to cut thickness up to 12mm and metal sheet dimensions Lxl = 1500x3000 mm.
Bending
The bending process is undertook using four TRUMPF bending machines, with bending forces of 85, 130 and 200 tones.
Welding
MIG-MAG welding is a welding process with high rate of control dimensional precision. Using the proper gas mixture we keep under control the corossion from the welding seam.
POWDER COATING
The powder coating process is semi-automatic, meaning that the only human intervention is on the powder application booth, and only for the complex structures, where the reciprocating robots are limited. The process is automated controlled all the way.
In order to ensure that the process is conform we perform specific tests as: layer thickness, gloss check, adhesion, salt spray.

GASKETING
Cannon gasketing machine uses bi-component solutions for the polyurethane final gasket. The gasket maintain the IP rating of the enclosures for a minimum of 10 years, being the most reliable solution for the outdoor products.

ASSEMBLING
Assembling process is performed in accordance with the Operators Skill Matrix, in this way we assure the conformity of each mounting sequence. According to PFMEA, we always take foremost attention to Critical Characteristics throught the assembling process.
Each Operator has his own mark number which is used for trasability and reports for Skill Matrix updation.
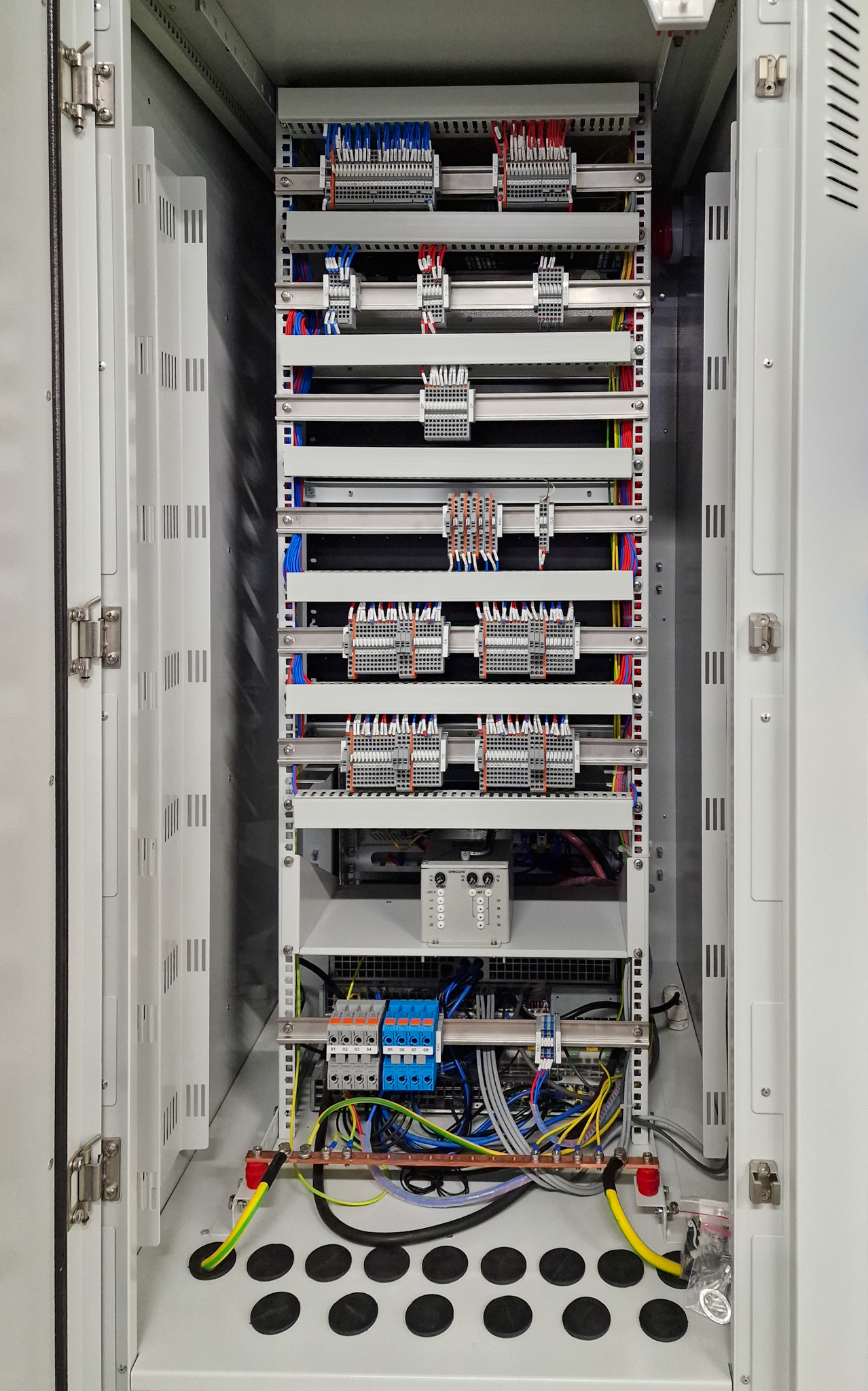
ELECTRICAL INTEGRATION
We perform electrical integration with high complexity using automated crimping machines and for high force (above 16sqmm) an electrical press. Being a Special Process we test the conformity of crimping on Pulled Force Test device.
As final test we power the cabinets and perform functional tests, as confirmation that connectors crimping, cables routing and connections are proper performed.
SOLUTION TESTING
IP testing chambers perform the IP tests as per the standard SR EN 60529
LIFTING test using weights to load the structures and lift them as per the strandard EN 61587-1
SOUND TEST REPORT according to standard QRA-1107

IP 5X Testing

IP X5 Testing

Lifting test

Loading test
© 2026 by Stratum Enclosures. All rights reserved.